2019年一级建造师机电工程章节考点讲解:发电设备安装技术
来源 :考试网 2019-01-15
中电站锅炉安装质量控制要点 【必会】
1.锅炉钢结构安装质量控制
2.锅炉受热面安装质量控制
3.燃烧器安装质量控制
4.锅炉密封质量控制
锅炉密封工作结束后,对炉膛进行气密试验,并处理缺陷至合格,风压试验压力按设备技术文件规定来选择,如无规定时,试验压力可按炉膛工作压力加0.5kPa进行正压试验,一般负压锅炉的风压试验值选0.5kPa。
5.锅炉整体水压试验质量控制
6.回转式空预器安装质量控制
【相关知识解析】
回转式空气预热器
回转式空预器安装质量控制
严格按照回转式空气预热器安装说明书、图纸及说明规定施工,并认真填写该说明书中规定的项目,施工中对影响预热器漏风系数的①径向密封间隙②轴向密封间隙③圆周(环向)密封间隙进行严格控制,回转式空气预热器安装后,必须进行冷态调整。
锅炉热态调试与试运转【重要】
锅炉机组在整套启动以前,必须完成――锅炉设备,包括锅炉辅助机械和各附属系统的分部试运行锅炉的烘炉、化学清洗;锅炉及其主蒸汽、再热蒸汽管道系统的吹洗;锅炉的热工测量、控制和保护系统的调整试验工作。
锅炉热态调试与试运转主要工作内容有
(1)严密性水压试验
锅炉点火前,上水水质应为合格的除盐水 。
(2)锅炉化学清洗
化学清洗结束至锅炉启动时间不应超过20d
(3)蒸汽管路的冲洗与吹洗
(4)锅炉试运行
对于300MW及以上的机组,锅炉应连续完成168h满负荷试运行。
(5)试运行完毕后,办理移交签证手续
蒸汽管路的冲洗与吹洗 阅读了解
(1)锅炉吹管的临时管道系统应由具有设计资质的单位进行设计。
(2)在排汽口处加装消声器。
(3)锅炉吹管范围【2015单选】
①减温水管系统②锅炉过热器
③再热器④过热蒸汽管道。
(4)吹洗过程中,至少有一次停炉冷却(时间12h以上),以提高吹洗效果。
汽轮机的分类及设备组成
汽轮机分类 【重要】
|
常见的分类形式 |
分类 |
|
按工作原理 |
冲动式、反动式 |
|
按热力特性 |
凝汽式汽轮机、背压式汽轮机、抽气式汽轮机、 抽气背压式汽轮机、多压式汽轮机等 |
|
按主蒸汽压力 |
低压式汽轮机、中压式汽轮机、高压式汽轮机、超高压汽轮机、亚临界压力汽轮机、超临界压力汽轮机和超超临界压力汽轮机 |
|
按结构 |
单级汽轮机和多级汽轮机 |
|
按气流方向 |
轴流式、辐流式和周流(回流) 式汽轮机 |
|
按用途 |
工业驱动汽轮机、 电站汽轮机 |
关于热电联产汽轮机电站汽轮机
主要用来带动发电机发电,既带动发电机发电又对外供热,又称为热电联产汽轮机,这类汽轮机特性有大功率、多级、高初参数等特点,多采用轴流式、凝汽式(或抽气式)机组。
|
汽轮机组成 | ||
|
汽轮机 本体设备 |
静止部分 |
汽缸、喷嘴组、隔板、隔板套、 汽封、轴承及紧固件等 |
|
转动部分 |
动叶栅、叶轮、联轴器、 盘车器、止推盘、危急保安器等 | |
|
蒸汽系统设备 |
|
|
|
凝结水系统设备 |
|
|
|
给水系统设备 |
|
|
|
其他辅助设备 |
|
|
汽轮发电机分类及设备组成
发电机式根据电磁感应原理,通过转子磁场和定子绕组的相对运动,将机械能转变为电能。
组成――
定子:机座、定子铁芯、定子绕组、端盖
转子:转子锻件、激磁绕组、护环、中心环、风扇
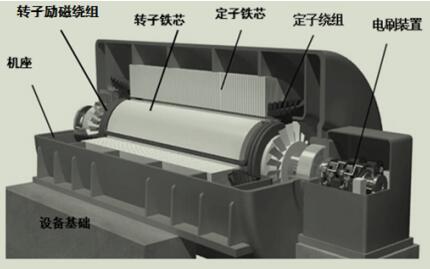
【提示】注意区分定子和转子
汽轮机主要设备的安装技术要求【必会】
汽轮机设备安装程序
大型汽轮机低压缸体积较大运输受限多,一般散件到货。
散装到货的汽轮机安装程序
基础和设备的验收→底座安装→汽缸和轴承座安装→轴承安装→转子安装→导叶持环或隔板的安装→汽封及通流间隙的检查与调整→上、下汽缸闭合→联轴器安装→二次灌浆→汽缸保温→变速齿轮箱和盘车装置安装→调节系统安装→调节系统和保安系统的整定与调试。
汽缸找中心方法:
激光、拉钢丝、假轴、转子等
目前多采用拉钢丝方法
电站汽轮机的安装技术要点
汽缸和轴承座安装
一般电站汽轮机的低压缸是分段到货,需要在现场组合装配;对于汽轮机的高中压缸是整体组装供货的,不需要在现场重新组合装配;对于汽轮机高中压缸厂内组装后分散供货到现场的需要现场组合装配,对装配数据需进行测量和调整。轴承座安装是依据轴系中心及各轴瓦间距的要求,对其中心及标高测量调整,使各轴承座符合厂家技术要求。
低压缸组合安装
1)低压外下缸组合包括:
低压外下缸后段(电机侧)与低压外下缸前段(汽侧)先分别就位,调整水平、标高、找中心后试组合,符合要求后,将前、后段分开一段距离,再次清理检查垂直结合面,确认清洁无异物后再进行正式组合。
组合时汽缸找中心的基准可以用激光、拉钢丝、假轴、转子等。
下缸水平度达到规定要求(不是广义的水平,需要有倾斜度)
下气缸的纵向水平以转子根据洼窝找好中心后的轴颈扬度为准,由制造厂提供数据
2)低压外上缸组合包括:
先试组合,以检查水平、垂直结合面间隙,符合要求后正式组合。
3)低压内缸组合包括:
当低压内缸就位找正、隔板调整完成后,低压转子吊入汽缸中并定位后,再进行通流间隙调整。
4)组合好的汽缸,垂直结合面的螺母应在汽缸就位前确认锁紧并点焊,结合面密封焊接时应做好防焊接变形措施。汽缸与轴承座的纵横中心线和中分面标高应符合设计要求,其中气缸和轴承座中分面的标高允许偏差为5mm,与轴承座的横向水平偏差为0.1mm/m。
整体到货的高、中压缸安装 阅读了解
整体到货汽轮机高、中压缸现场不需要组合装配,汽轮机轴通过辅装在缸体端部的运输环对转子和汽缸的轴向、径向定位,但在汽缸就位前要测量运输环轴向和径向的定位尺寸,并以制造厂家的装配记录校核,以检查缸内的转子在运输过程中是否有移动,确保通流间隙不变。

(图为整体到货的双层高压缸体的内缸模块)
转子安装
转子安装可以分为:转子吊装、转子测量和转子、汽缸找中心。
转子吊装应使用由制造厂提供并具备出厂试验证书的专用横梁和吊索。
(汽轮机)转子测量应包括:轴颈圆度,圆柱度的测量,转子跳动测量(径向、端面和推力盘不平度),转子水平度测量,对转子叶片应按制造厂要求进行叶片静频率测试。转子中心孔的探伤检查应在制造厂厂内进行,并应提供质量合格证明。
想高机率通过一级建造师考试吗?赶快加入一级建造师考试交流群:780122570 ![]() 有考友交流 、享考前动态提醒、 得考前提分资料。
有考友交流 、享考前动态提醒、 得考前提分资料。